














自动化设备 降低人工成本
随着技术的改革,设备趋于自动化,对比老一代抛丸机更具人性化,提高工作效率,节约人工成本。
机械效率高,环保
整机配置按照生产标准,绝不偷工减料,质量至上,以达到效率。
非标定制专业厂家
多年抛丸设备制造经验,可根据您的使用需求,定制适合您的设备。
现场安装调试培训
调试工程师自设备发货起,按时到您现场进行安装调试,并进行操作的培训,让您的员工更快上手。湖南阳龙机械制造有限公司
—— 专业生产抛丸清理设备及砂处理设备的企业 ——自动化设备 降低人工成本
随着技术的改革,设备趋于自动化,对比老一代抛丸机更具人性化,提高工作效率,节约人工成本。机械效率高,环保
整机配置按照生产标准,绝不偷工减料,质量至上,以达到效率。非标定制专业厂家
多年抛丸设备制造经验,可根据您的使用需求,定制适合您的设备。现场安装调试培训
调试工程师自设备发货起,按时到您现场进行安装调试,并进行操作的培训,让您的员工更快上手。案例展示
产品广泛适用于汽车、医疗、铁路、船舶、机械、五金、电子、模具、建造、铸造与锻造、加工制造、钢铁与钢结构等行业江苏阳龙机械科技有限公司是一家专业生产钢板预处理线、抛丸清理机械、自动抛丸机械、人工抛丸房设备、通风除尘设备、砂处理成套设备、钢丸及各种耐磨合金件的专业化企业。
公司已有多年的抛丸机械生产历史。拥有一批才华横溢的产品设计和质量管理人才,以现代化的加工制造手段和国际产品质量管理体系配合全方位的售后服务,为公司赢得了良好的市场前景。
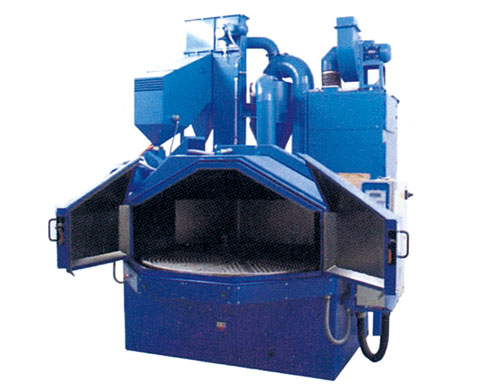
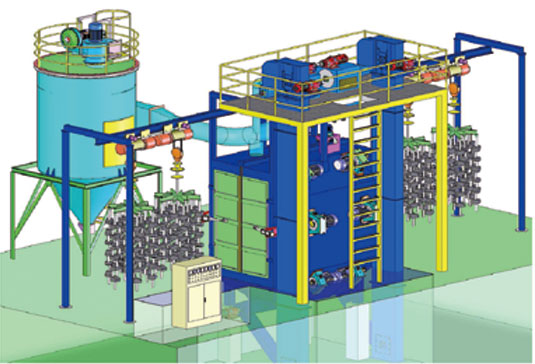
公司从设计、铸造。金工、装配及安装、调试实行一条龙服务,形成Q31系列滚筒式抛丸机、Q32系列履带式抛丸机、Q35系列转台式抛丸机、Q37系列吊钩式抛丸机、Q38系列吊链式抛丸机、Q37系列预处理线、HP系列抛丸机、通过式抛丸机、02系列自动抛丸机械、机械输送人一抛丸房、蜂窝气力回收人工抛丸房、砂处理线、湿式除尘、旋风除尘、袋式除尘、布袋除尘等多种产品系列。
新闻动态
您可以通过以下内容,对我们公司的产品和服务进一步的进行了解路面抛丸机的主要作用 2023-10-05
路面抛丸机主要用于以下几个方面的作用:路面清洁:路面抛丸机可以有效地清洁路面,去除路面上的污垢、油漆、旧涂层、沥青和其他杂质。它能够···...
通过式抛丸机应用 2023-10-05
通过式抛丸机广泛应用于各个行业,特别是在需要处理大批量工件的连续生产线或自动化系统中。以下是通过式抛丸机常见的应用领域:汽车制造业:···...
抛丸机按照用途的分类 2023-10-05
抛丸机按照用途可以分为以下几类:通过清理类抛丸机:这类抛丸机主要用于清理表面,去除工件上的氧化层、锈蚀、油漆、焊渣、污垢等杂质。它们···...
抛丸机分类 2023-10-05
抛丸机可以根据不同的分类标准进行分类。以下是几种常见的抛丸机分类方式:按工作方式分类:手动抛丸机:需要操作人员手动将工件放置在抛丸机···...




